










Зауыттық жеткізілім 0,35 мм- 50,8 мм HRC50-55 жеңіл AISI304 316 430 440 тот баспайтын болаттан жасалған шарик Мойынтіректерде қолданылады
Өнім сипаттамасы
Тот баспайтын шарлар тотықтырғыш ерітінділер, көптеген органикалық химиялық заттар, тамақ өнімдері және зарарсыздандыру ерітінділері сияқты агенттердің коррозиясына қарсы тұруға қабілетті. Олар күкірт қышқылдарына орташа төзімді. Магниттік емес қасиеттер сұраныс бойынша қол жетімді. Қолданбаларға аэрозоль, бүріккіштер, саусақ сорғы механизмдері, сүт машинасының блендерлері, тамақ өңдеу жабдықтары және медициналық қолданбалар жатады.
AISI 440C Тот баспайтын болаттан жасалған шар
Өлшемі: 0,35-50,8 мм
Сынып: G10, G16, G40, G60, G100, G200.
Қаттылық: HRC56-58, Hartford 440C тот баспайтын болаттан жасалған шарлар бос темір ластаушы заттарды кетіру және қорғаныш пассивті пленканың өздігінен түзілуін жеңілдету үшін пассивтенеді.
Магниттік: Мартенситті болат, магнитті
Ерекшеліктері: жоғары дәлдік, жақсы коррозияға төзімділік, күшті тот және тозуға төзімділік.
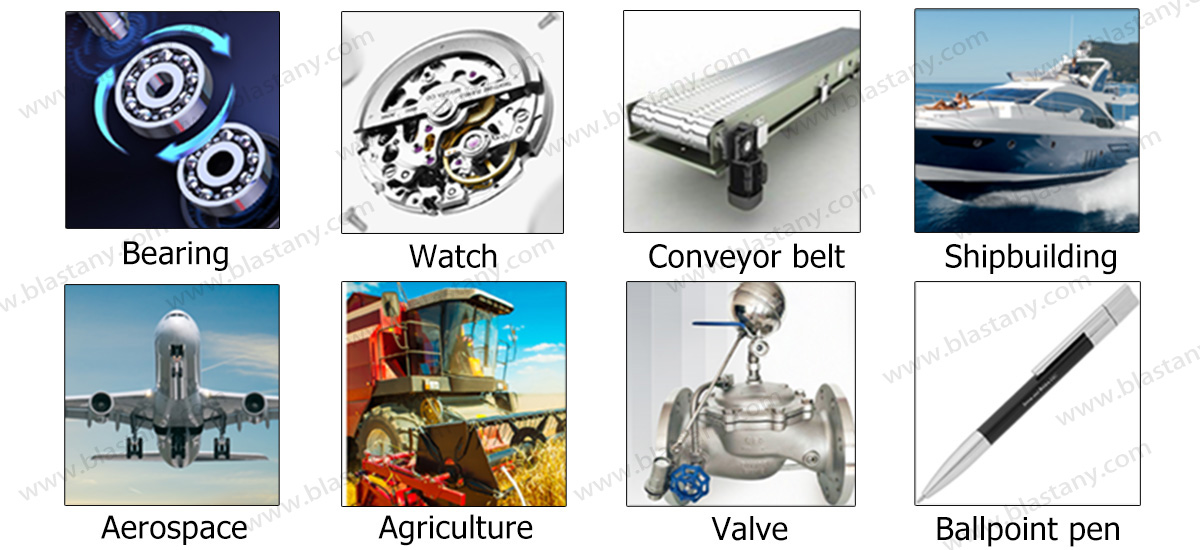
Қолданылуы: подшипниктер, штамптау, гидравликалық бөлшектер, клапандар, аэроғарыштық, тығыздағыштар, тоңазытқыш жабдықтар, жоғары дәлдіктегі аспаптар және т.б.
| Химиялық құрамы | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95-1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0-18,0 | 0,75 | |
AISI 420C Тот баспайтын болаттан жасалған шар
Өлшемі: 0,35-50,8 мм
Сынып: G10-G1000
Қаттылық: HRC50-55
Магниттік: Мартенситті болат, магнитті, Жақсы тоттануға қарсы қабілет, Жоғары қаттылық, AISI 420 баспайтын болаттан жасалған шарлар жақсы тозу сипаттамалары мен қаттылығын көрсетеді. 440С-пен салыстырғанда біршама аз қаттылық және коррозияға төзімділігі жоғары.
Ерекшеліктері: Әдетте тот баспайтын темір, жақсы коррозияға төзімділік және қаттылық ретінде белгілі.
Қолдану орындары: дәлме-дәл машиналар, мойынтіректер, электр жабдықтары, тұрмыстық техника, автокөлік бөлшектері және т.б.
| AISI 420C(4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36-0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0-14,0 | ≤0,60 |
430 баспайтын болаттан жасалған шар
Диаметрі: 1MM-50,80MM
Қаттылық: HRC26
Сынып: G10-G1000
Ерекшеліктері: төмен баға, тотқа төзімділігі төмен.
Қолданылуы: аппараттық құралдар, әшекейлер, аксессуарлар, косметика, өнеркәсіп, тоттануға қарсы өнімділікке төмен талаптары бар салалар. Косметикалық араластырғыштар, тырнақ бояуы және көз контурлағыштары, жылу алмастырғыштар, өлшеу құралдары. және клапан шарлары.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0-18,0 | - |
AISI 304 Тот баспайтын болаттан жасалған шар
Өлшемі: 0,5-63,5 мм
Сынып: G80-G500
Қаттылық: ≤HRC21
Магниттік: Аустениттік болат, магнитті емес
Ерекшеліктер: күшті тотқа төзімділік, жақсы коррозияға төзімділік. кеңінен қолданылады, тоттануға жақсы төзімділік, жақсы беттік әсер, қоршаған ортаны қорғау сертификаты.
Қолдану: клапандар, парфюмериялық бөтелкелер, лак, нәресте бөтелкелері, автокөлік бөлшектері, кондиционерлер, электр құрылғылары, косметика, подшипник слайдтары, медициналық жабдықтар, зергерлік бұйымдар және басқа да көптеген салалар сияқты тұрмыстық техника.
| Химиялық құрамы | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0-10,5 | 18,0-22,0 | |
AISI 316L Тот баспайтын болаттан жасалған шар
Өлшемі: 1,0-63,5 мм
Сынып: G80-G500
Қаттылық: ≤HRC26
Магниттік: Аустениттік болат, магнитті емес
Ерекшеліктері: коррозияға қарсы талаптары жоғары салалар үшін ең қолайлы және тотқа қарсы қабілеті өте күшті, коррозияға тамаша төзімділік (хлорид қышқылдарынан басқа), қатал емес аустениттік инокс
Қолданбалары: AISI 316L тот баспайтын болаттан жасалған шарды медициналық жабдықтар, химия өнеркәсібі, авиация, аэроғарыш, пластикалық жабдықтар, парфюмерия бөтелкелері, бүріккіштер, клапандар, тырнақ бояуы, мотор, қосқыш, үтік, кір жуғыш машиналар, тоңазытқыштар, кондиционерлер, дәрілік заттар, автомобиль бөлшектері, мойынтіректер, аспап, бөтелке үшін пайдалануға болады.
AISI 316L Тот баспайтын болаттан жасалған шар
| Химиялық құрамы | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0-15,0 | 16,0-18,0 | 2,0-3,0 | |
Өнімді орау
A) Ішкі орау: Құрғақ орау немесе май орамы сіздің қажеттіліктеріңізге сәйкес беріледі.
B) Сыртқы қаптама:
1)темір барабан + ағаш / темір паллет.
2) 25 кг полиэтилен пакеті + картон + ағаш паллет немесе ағаш қорап.
теңшелген орау.

Өнім параметрі
| Біздің тот баспайтын болаттан жасалған шар 440C 420C 304 316 201, химиялық құрамы келесідей | |||||||||
| Химиялық құрамы(%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SS шары | 0,95-1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| AISI420C SS шары | 0,26-0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 SS шары | ≤0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| AISI316L SS шары | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0-3,0 | 12-15 | ---- |
| AISI201 SS шары | ≤0,15 | 16-18 | ≤1,0 | 5,5-7,5 | ≤0,045 | ≤0,03 | ---- | 0,35-0,55 | 1.82 |
| AISI430 SS шары | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
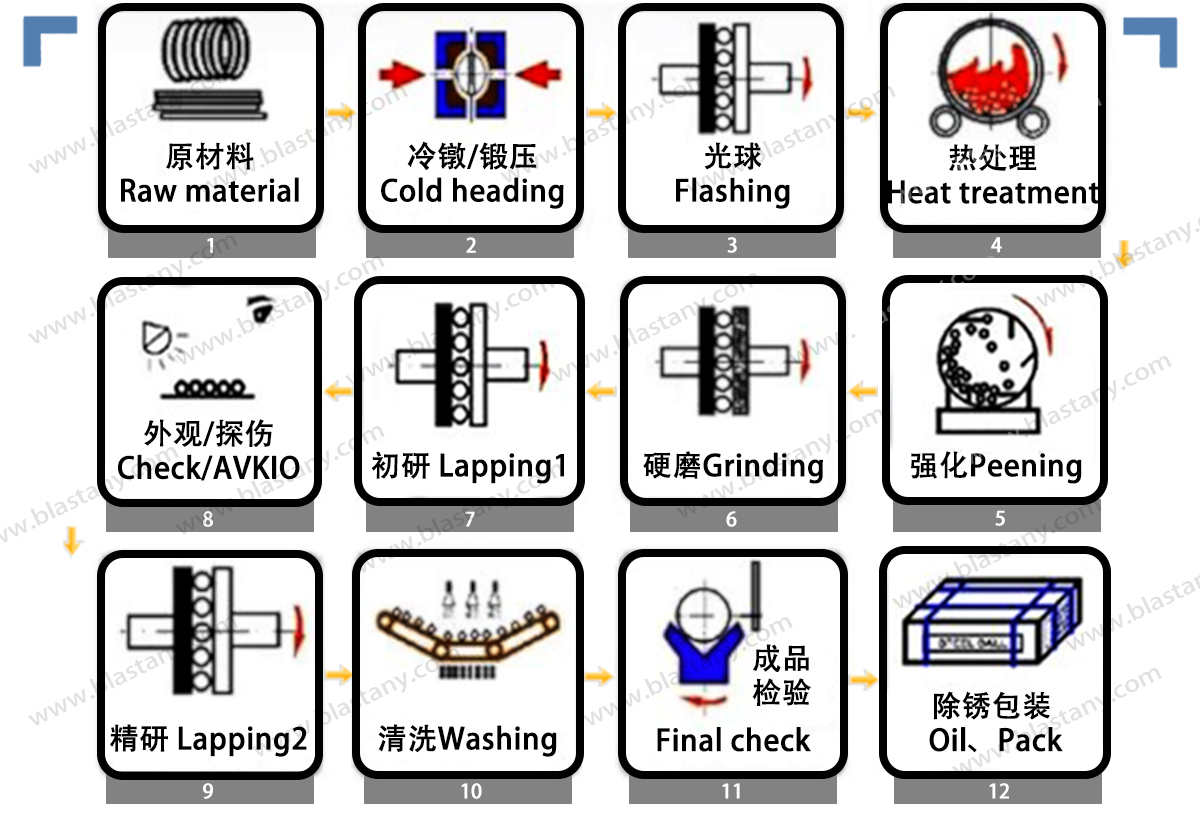
Өндіріс ағындары
Шикізат инспекциясы
Шикізат сым түрінде келеді. Біріншіден, шикізатты сапа инспекторлары визуалды түрде тексеріп, сапасы белгіленген талаптарға сай екенін және ақаулы материалдардың бар-жоғын анықтайды. Екіншіден, диаметрді тексеріп, шикізат сертификаттарын қарап шығыңыз.
Суық тақырып
Суық тию машинасы сым материалының белгіленген ұзындығын цилиндрлік шламдарға кеседі. Осыдан кейін позицияның екі жарты шар тәрізді жартысы шламды шамамен сфералық пішінге келтіреді. Бұл соғу процесі бөлме температурасында орындалады және қалып қуысының толық толтырылуын қамтамасыз ету үшін аздап қоспа материалы қолданылады. Суық тию өте жоғары қарқынмен орындалады, секундына бір үлкен шардың орташа жылдамдығы. Кішкентай шарлар секундына екі-төрт доп жылдамдықпен қозғалады.
Жыпылықтау
Бұл процесс барысында доптың айналасында пайда болған артық материал ажыратылады. Шарлар екі ойық шойын пластиналардың арасында бірнеше рет өткізіледі, олар домалақтау кезінде аз мөлшерде артық материалды алып тастайды.
Жылулық өңдеу
Содан кейін бөлшектерді сөндіру және шынықтыру процестері арқылы термиялық өңдеу керек. Барлық бөлшектердің бірдей шарттарға жауап беретініне көз жеткізу үшін айналмалы пеш қолданылады. Бастапқы термиялық өңдеуден кейін бөлшектер мұнай резервуарына батырылады. Бұл жылдам салқындату (майды сөндіру) жоғары қаттылықпен және жоғары тозу қасиеттерімен сипатталатын болат фазасы мартенситті шығарады. Кейінгі шынықтыру операциялары ішкі кернеуді мойынтіректердің соңғы белгіленген қаттылық шегіне жеткенше төмендетеді.
Ұнтақтау
Ұнтақтау термиялық өңдеуге дейін де, кейін де орындалады. Аяқтау тегістеу (сондай-ақ қатты тегістеу деп аталады) допты соңғы талаптарға жақындатады.Дәл металл шардың маркасыоның жалпы дәлдігінің өлшемі болып табылады; саны неғұрлым аз болса, доп соғұрлым дәл болады. Шар разряды диаметрге төзімділікті, дөңгелектілікті (сфералық) және беттің кедір-бұдырлығын, сондай-ақ бетті өңдеу деп те атайды. Дәл доп жасау – бұл сериялық операция. Лот мөлшері тегістеу және сығу операциялары үшін қолданылатын машиналар өлшемімен анықталады.
Лаптау
Тегістеу тегістеуге ұқсас, бірақ материалды алу жылдамдығы айтарлықтай төмен. Лаптау екі фенолды пластинаны және гауһар шаңы сияқты өте жұқа абразивті суспензияны қолдану арқылы жасалады. Бұл соңғы өндірістік процесс беттің кедір-бұдырлығын айтарлықтай жақсартады. Лаптау жоғары дәлдіктегі немесе өте дәлдіктегі доптың сорттары үшін орындалады.
Тазалау
Содан кейін тазалау операциясы өндіріс процесінен кез келген өңдеу сұйықтықтары мен қалған абразивті материалды жояды. Микроэлектроника, медициналық немесе тамақ өнеркәсібі салаларындағылар сияқты тазалаудың қатаң талаптарын сұрайтын тұтынушылар Hartford Technologies тазалаудың күрделірек нұсқаларын пайдалана алады.
Көрнекі тексеру
Бастапқы өндіріс процесінен кейін дәлме-дәл болат шарлардың әрбір партиясы процесте бірнеше сапаны бақылау тексерулерінен өтеді. Тот немесе кір сияқты ақауларды тексеру үшін визуалды тексеру жүргізіледі.
Роликті өлшеу
Роликті өлшеу - бұл кішігірім және үлкен өлшемді болат шарларды бөлетін 100% сұрыптау процесі. Біздің жеке бөлімді тексеріңізроликті өлшеу процесі туралы бейне.
Сапаны бақылау
Диаметрге төзімділік, дөңгелектік және беттің кедір-бұдырлығы бойынша сынып талаптарын қамтамасыз ету үшін дәлдіктегі шарлардың әрбір партиясы тексеріледі. Бұл процесс барысында қаттылық және кез келген көрнекі талаптар сияқты басқа сәйкес сипаттамалар да бағаланады.
Өнім санаттары
-

AISI1010/1015/1085 Жоғары/Төмен көміртекті болат шар 0...
-

Ең жақсы баға кремний металл кесек/қуат 2202 3303 4...
-

Тозуы жоғары сапалы болат құйма...
-

10мм-ден 130мм-ге дейінгі құюды тегістеуге арналған болат шар...
-

Қызғылт түсті глинозем PA
-

Қаттылығы жоғары отқа төзімді қоңыр балқытылған алюминий тотығы
